- 鎂德鐵全方位修復系列 不動明火冷焊抗化學性腐蝕
- 美特鐵全能冷焊金屬類專業級
- 優美特修復劑(一般修復)
AQ-SS-1200 鋼陶冷焊 / 鋼材冷焊 / 鋁材冷焊 / 銅材冷焊
| AQ-SS-1200鋼+陶金屬冷焊劑 |
| AQ-SS-1201鋼材冷焊劑(膏狀) |
| AQ-SS1202鋼材冷焊劑(液狀) |
| AQ-SS-1205.鋁材冷焊劑(膏狀) |
| AQ-SS-1206鋁材冷焊劑(液狀) |
| AQ-SS-1209 黃銅冷焊劑(膏狀) |
| AQ-SS-1211青銅冷焊劑(膏狀) |
包裝1000g/1組含硬化劑調配用具
機械應力
| 產品代號 AQ-SS | 抗壓力 (kg/cm²) | 抗張力 (kg/cm²) | 抗折橈力 (kg/cm²) | 耐溫 (ºC) |
| AQ-SS1200 | 20.40 | 8.46 | 7.95 | 280 |
| AQ-SS1201 | 19.28 | 7.85 | 6.83 | 265 |
| AQ-SS1205 | 15.51 | 6.42 | 6.12 | 210 |
| AQ-SS1209 | 18.26 | 7.42 | 6.42 | 230 |
| AQ-SS1211 | 18.26 | 7.42 | 6.42 | 240 |
AQ-SS 系列保證100%結合力,可成為永久性的修復冷焊劑,可修補各類金屬用網狀補強(阡維帶或鋼網)可修補下列設備和零件:
- 焊劑:可修補各類金屬用網狀補強(阡維帶或鋼網.可修補下列設備和零件)
- 舵板:孔蝕(AQ-SS-1201)、大軸磨(AQ-SS1200)
- 設備磨耗、龜裂、減速機風箱、柱賽、缸體、熱交換汽端面腐蝕、點蝕泵類、汽輪機、葉輪(AQ-SS-1211)...等金屬類。
- 轉動類軸心或葉輪葉片完成後需作動平衡校正。一般正常溫度下,混合比率: 8: 1 (體積比),混合後可塑期約30分完全硬化需時20小時。
cutting speed (切削速度)
- Vc=40-55m/min
- Cutting depth:Ap=0.5-1mm
- Feed:f=0.1-0.2mm/
- 表面粗化表現:約0.52µm
施作程序
- 施作前將表面完全清乾淨,不可以有任何介質含油類水類。
- 施作前磨耗問題,深切割至需要的深度約1-1.5mm,再加上材料補用刮耐的方式,不可有空隙。
- 需要切修的部分必須做出高過原件加上冷焊劑至少1.5mm—2mm。
等完全硬化後可以加工(20小時後),恢復原尺寸。
| 混合比例 | 依重量 | 依體積 | ||
| 主劑 | 20 | 8 | ||
| 硬化劑 | 1 | 1 | ||
| 硬化溫度 | 可塑期 | 完全硬化 | ||
| 5°C | 70 分 | 5 天 | ||
| 15°C | 50 分 | 2 天 | ||
| 20°C | 35 分 | 24 小時 | ||
| 25°C | 25 分 | 20 小時 | ||
| 30°C | 20 分 | 18 小時 | ||
操作方式
正確操作

錯誤操作
表面處理
- 利用乾或噴砂依SIS055900/ISO8501-1
- 規範表面粗化需到表面粗化需75um
- 清潔度Sa2 1/20
- 使用壓縮機或刷子等移除粗化後殘留雜質
- 使用清潔劑將表面清乾淨
在罐中未使用完的的冷焊劑,勿混合,在25度C室溫可以儲存2年。
塗佈程序
- 依前段要求完成工做表面的潔淨度和粗化度
- 調合比率必須確實.約3-5分時此時顏色呈單一狀態
- 用刮耐方式將材料添補進母材
- 完成第一道後約80分鐘,才可做第二道表面還是需要刮或略粗化
- 以工做表面溫度為29度C為例,下層硬化時間應重計從冷焊劑混合攪拌開始計算,約80分鐘以後
安全注意
應避免冷焊和皮膚和眼睛接觸,如果發生以上情形立使用肥皂清水清洗,後送醫。
儲存方式
AQ-SS-1200 系列要在室溫約25度C下儲存,兩劑不可以混合,儲存時蓋子要密合。
附註
- 本產品說明所提共的資訊和用法,是依據我們多年使用經驗和知識做準備。
- 我們建議使用單位在實際運用本產品時,能根據現場實際狀況做測試,確定本產品及使用及用法吻合使用者的實際狀況需求,本產品提供的測試是一種普通的運用方法,因為我們無法就使用者實際運用我門產品的方式和操作有所掌控,所以本公司不承擔因使用本產品所衍生的任何責任。
熱交換器端板銹蝕
適用:AQ-SS-1201鋼材冷焊劑&AQ-1601陶瓷冷焊塗刷,無電位出問題。

大軸磨耗
適用: AQ-SS-1200鋼+陶冷焊劑

葉輪舵板舵柱海水沖蝕磨損
適用:AQ-SS-1211青銅冷焊劑,完全硬化後修整需要作動平衡。
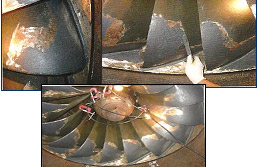
壓縮機風蝕磨損
使用AQ-SS-1200+鋼+陶,鋼+陶瓷冷焊劑修復。
