- 镁德铁全方位修复系列 不动明火冷焊抗化学性腐蚀
- 美特铁全能冷焊金属类专业级
- 优美特修复剂(一般修复)
AQ-SS-1200 钢陶冷焊 / 钢材冷焊 / 铝材冷焊 / 铜材冷焊
| AQ-SS-1200钢+陶金属冷焊剂 |
| AQ-SS-1201钢材冷焊剂(膏状) |
| AQ-SS1202钢材冷焊剂(液状) |
| AQ-SS-1205.铝材冷焊剂(膏状) |
| AQ-SS-1206铝材冷焊剂(液状) |
| AQ-SS-1209 黄铜冷焊剂(膏状) |
| AQ-SS-1211青铜冷焊剂(膏状) |
包装1000g/1组含硬化剂调配用具
机械应力
| 产品代号 AQ-SS | 抗压力 (kg/cm2) | 抗张力 (kg/cm2) | 抗折桡力 (kg/cm2) | 耐温 (oC) |
| AQ-SS1200 | 20.40 | 8.46 | 7.95 | 280 |
| AQ-SS1201 | 19.28 | 7.85 | 6.83 | 265 |
| AQ-SS1205 | 15.51 | 6.42 | 6.12 | 210 |
| AQ-SS1209 | 18.26 | 7.42 | 6.42 | 230 |
| AQ-SS1211 | 18.26 | 7.42 | 6.42 | 240 |
AQ-SS 系列保证100%结合力,可成为永久性的修复冷焊剂,可修补各类金属用网状补强(阡维带或钢网)可修补下列设备和零件:
- 焊剂:可修补各类金属用网状补强(阡维带或钢网.可修补下列设备和零件)
- 舵板:孔蚀(AQ-SS-1201)、大轴磨(AQ-SS1200)
- 设备磨耗、龟裂、减速机风箱、柱赛、缸体、热交换汽端面腐蚀、点蚀泵类、汽轮机、叶轮(AQ-SS-1211)...等金属类。
- 转动类轴心或叶轮叶片完成后需作动平衡校正。一般正常温度下,混合比率: 8: 1 (体积比),混合后可塑期约30分完全硬化需时20小时。
cutting speed (切削速度)
- Vc=40-55m/min
- Cutting depth:Ap=0.5-1mm
- Feed:f=0.1-0.2mm/
- 表面粗化表现:约0.52μm
施作程序
- 施作前将表面完全清干净,不可以有任何介质含油类水类。
- 施作前磨耗问题,深切割至需要的深度约1-1.5mm,再加上材料补用刮耐的方式,不可有空隙。
- 需要切修的部分必须做出高过原件加上冷焊剂至少1.5mm—2mm。
等完全硬化后可以加工(20小时后),恢复原尺寸。
| 混合比例 | 依重量 | 依体积 | ||
| 主剂 | 20 | 8 | ||
| 硬化剂 | 1 | 1 | ||
| 硬化温度 | 可塑期 | 完全硬化 | ||
| 5°C | 70 分 | 5 天 | ||
| 15°C | 50 分 | 2 天 | ||
| 20°C | 35 分 | 24 小时 | ||
| 25°C | 25 分 | 20 小时 | ||
| 30°C | 20 分 | 18 小时 | ||
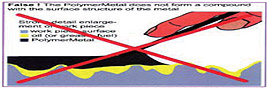
操作方式
正确操作

错误操作
表面处理
- 利用干或喷砂依SIS055900/ISO8501-1
- 规范表面粗化需到表面粗化需75um
- 清洁度Sa2 1/20
- 使用压缩机或刷子等移除粗化后残留杂质
- 使用清洁剂将表面清干净
在罐中未使用完的的冷焊剂,勿混合,在25度C室温可以储存2年。
涂布程序
- 依前段要求完成工做表面的洁净度和粗化度
- 调合比率必须确实.约3-5分时此时颜色呈单一状态
- 用刮耐方式将材料添补进母材
- 完成第一道后约80分钟,才可做第二道表面还是需要刮或略粗化
- 以工做表面温度为29度C为例,下层硬化时间应重计从冷焊剂混合搅拌开始计算,约80分钟以后
安全注意
应避免冷焊和皮肤和眼睛接触,如果发生以上情形立使用肥皂清水清洗,后送医。
储存方式
AQ-SS-1200 系列要在室温约25度C下储存,两剂不可以混合,储存时盖子要密合。
附注
- 本产品说明所提共的资讯和用法,是依据我们多年使用经验和知识做准备。
- 我们建议使用单位在实际运用本产品时,能根据现场实际状况做测试,确定本产品及使用及用法吻合使用者的实际状况需求,本产品提供的测试是一种普通的运用方法,因为我们无法就使用者实际运用我门产品的方式和操作有所掌控,所以本公司不承担因使用本产品所衍生的任何责任。
热交换器端板锈蚀
适用:AQ-SS-1201钢材冷焊剂&AQ-1601陶瓷冷焊涂刷,无电位出问题。

大轴磨耗
适用: AQ-SS-1200钢+陶冷焊剂

叶轮舵板舵柱海水冲蚀磨损
适用:AQ-SS-1211青铜冷焊剂,完全硬化后修整需要作动平衡。
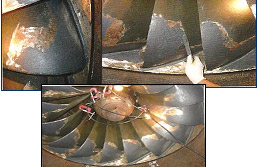
压缩机风蚀磨损
使用AQ-SS-1200+钢+陶,钢+陶瓷冷焊剂修复。
